
Все SLM-принтеры AMT используют динамическую фокусировку лазерного луча. В этой статье мы расскажем, почему предпочли это решение, несмотря на то, что оно выглядит более сложным и дорогим, чем более распространённая фокусировка с использованием неподвижного F-Theta объектива.
Одно из первых важных решений, которое мы приняли в начале проектирования наших SLM принтеров – определение конструкции системы фокусировки. Забегая вперёд, отметим, что мы сделали выбор не в пользу наиболее распространённого решения и в этой статье постараемся объяснить причину.
Основные способы фокусировки лазерного луча в SLM-принтерах
Типовой диаметр луча волоконного лазера – несколько миллиметров. Чтобы получить пятно в несколько десятков микрон, требуемое для плавления металлического порошка, требуется система фокусировки лазерного луча.
Если бы речь шла о фокусировке луча в одной точке, достаточно было бы использовать обычную выпуклую линзу с фиксированным фокусным расстоянием. Но для SLM-принтера этот способ не работает: при перемещении лазерного луча по плоскости построения изменяется длина оптического пути. Следовательно, требуется оптическая система с переменным фокусным расстоянием. По принципу работы такие системы фокусировки можно разделить на две группы: системы на основе неподвижного объективов со специальными свойствами и системы с динамическим изменением фокусного расстояния.

F-Theta объективы широко распространены, надёжны и доступны даже обычным покупателям
Более распространены системы фокусировки с неподвижным объективом, состоящим из нескольких линз сложной асферической формы (F-Theta объектив). Линзы в этом объективе изготовлены так, что фокус удерживается в одной плоскости независимо от того, в какую точку этой плоскости попадает луч. F-Theta объектив расположен между сканатором и плоскостью построения.
Второй тип — система динамической фокусировки. В такой системе между лазером и сканатором установлена фокусировочная линза, которую специальный сервопривод перемещает так, что точка фокуса оптической системы всегда находится на одной плоскости (в принципе, можно даже фокусировать луч на изделии сложной формы).
На первый взгляд, очевидный выбором является система на основе F-Theta объектива. Благодаря отсутствию движущихся частей она надёжна, а качество современной оптики обеспечивает достаточно хорошую фокусировку на всей плоскости построения. При этом системы с динамической фокусировкой содержат относительно сложный сервопривод линзы, а способность фокусироваться на предметах сложной формы не требуется в SLM-принтерах: ведь плоскость построения – это действительно плоская поверхность. Даже учитывая, что для крупноформатных SLM принтеров требуются дорогие F-Theta объективы большого размера, они кажутся предпочтительным выбором… на первый взгляд.
«Неожиданные» недостатки F-Theta объективов
Несмотря на очевидные (на первый взгляд) преимущества систем на основе F-Theta объективов, некоторые производители SLM принтеров выбирают динамическую фокусировку. Чем же они руководствуются? Чтобы понять это, посмотрим на F-Theta объектив в процессе работы. Легко понять, что через объектив проходит излучение мощностью в несколько сотен ватт. В идеале объектив пропускает эту энергию полностью, но в реальной жизни небольшая часть мощности поглощается линзами, они нагреваются и нагревают воздух вокруг. Результат – изменение оптические свойств объектива, которое может привести к изменению фокусного расстояния.
В статье «Simulation and measurement of thermo-optical effects in an f-theta lens at high laser power»[1] исследованы термо-оптические эффекты, возникающие при прохождении мощного лазерного луча через F-Theta объектив. Численное моделирование нагрева F-Theta объектива показало, что изменение его фокусного расстояния линейно зависит от мощности: в зависимости от используемого коэффициента поглощения линзы (0.1% или 0.2%) точка фокуса сдвигается на 0.5 или 0.7 мм при изменении мощности лазера на 100 Вт. Как положено хорошим исследователям, авторы провели экспериментальную проверку своих расчётов. Она показала, что фокусировка действительно линейно зависит от мощности, но реальная зависимость оказалась более заметной: фокусное расстояние изменилось на 4.5 мм при мощности лазера 500 Вт. Исследователи предположили, что они были слишком оптимистичны, выбирая коэффициент поглощения излучения для расчётов. Легко предположить, что в реальной жизни отклонение будет ещё больше в силу множества причин (от неизбежной загрязнённости объектива до неравномерного распределения мощности лазера по поверхности линзы при построении ассиметричных изделий) и может дойти до 6-8 мм при мощности лазера 400-500 Вт.
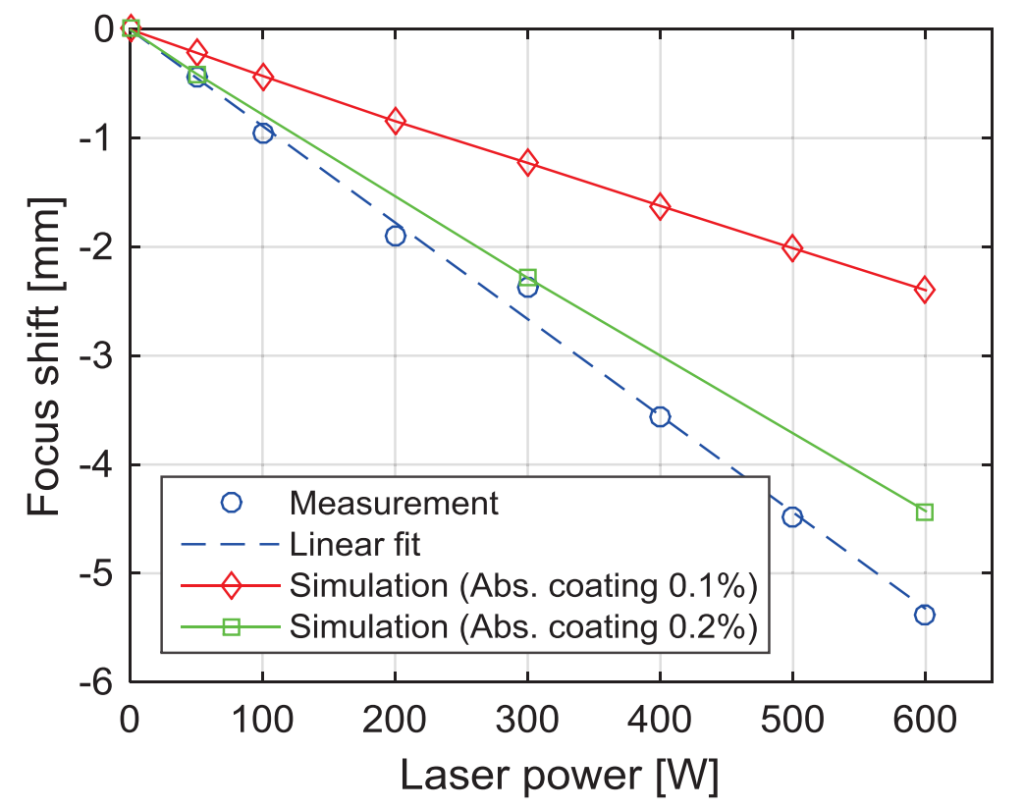
Влияние мощности лазера на смещение точки фокусировки (красный и зелёные графики – численное моделирование, синий — результат эксперимента)
Насколько такой сдвиг фокусировки критичен для качества изделия? Оценить эффект можно по результатам эксперимента, описанного в статье Influence of laser focus shift on porosity and surface quality of additively manufactured Ti-6Al-4V[2]. В этой работе изучалось влияние смещения точки фокуса (по сравнению с «идеальным» значением) на пористость и шероховатость при изготовлении изделий из титанового сплава. Результаты эксперимента показывают, что отклонение фокусировки в пределах 4-5 мм не влияет на пористость и шероховатость поверхности. Но при больших отклонения пористость и шероховатость резко ухудшаются. Уже на 6 мм качество изделия резко снижается (пористость увеличивается с 0.5 до 2%, а шероховатость — с 15 до 25 мкм), а на 8 мм изделие можно признать браком (пористость доходит до 8%).

Влияние положения фокусировки на пористость и шероховатость изделия.
Таким образом, смещение плоскости фокусировки с нагревающимся F-Theta объективом действительно может привести к снижению качества изделий. Причём при небольших мощностях лазера или в «короткой» тестовой печати всё будет работать нормально. Но при повышении мощности или увеличении времени работы принтера, или даже при существенно ассиметричном расположении изделий на столе построения мы можем увидеть ухудшение качества изделий, реальную причину которой определить будет очень сложно.
«Неожиданные» преимущества динамической фокусировки
Известно, что высокая производительность не является сильной стороной SLM технологии. Её ограничивает скорость перемещения лазерного луча, которая, в свою очередь, ограничена скоростью плавления порошка. Казалось бы, рецепт ускорения печати прост: увеличиваем мощность и повышаем скорость сканирования. Но, скорее всего, результат будет неудовлетворительным: ограниченная теплопроводность металлического порошка не позволит использовать преимущества большой плотности энергии из-за малого времени воздействия. В результате мы получим повышенную пористость из-за недостаточного прогрева слоя построения или из-за перегрева и кипения металла на поверхности изделия.
Более оправданным выглядит повышение мощности без увеличения скорости сканирования, но с увеличением диаметра пятна. При этом плотность энергии и режим плавления остаются в оптимальном диапазоне. Очевидно, что платой за повышение скорости становится ухудшение «гладкости» изделия, но во многих случаях это допустимо.
А в тех случаях, когда компромисс между скоростью и качеством неприемлем, нам поможет изменение диаметра пятна прямо в процессе построения. Внутренние области изделия (где точность не требуется) формируются на максимальной мощности лазера с большим пятном, а контур детали (с повышенной точностью) обрабатывается пятном минимального диаметра со сниженной мощностью. Таким образом, мы совмещаем повышенную производительность с высоким качеством поверхности. Конечно, подбор параметров для такого режима усложняется, но результат стоит затраченного один раз времени.
Источники
[1] Simulation and measurement of thermo-optical effects in an f-theta lens at high laser power
[2] Influence of laser focus shift on porosity and surface quality of additively manufactured Ti-6Al-4V






