Многие, не сталкивавшиеся с аддитивным производством, представляют металлическую 3D-печать как простой процесс: загрузить модель, нажать кнопку и получить готовое изделие. На практике технология селективного лазерного плавления (SLM) представляет собой сложную совокупность взаимосвязанных этапов.
Каждый шаг — от качества металлического порошка до параметров постобработки — напрямую влияет на свойства конечной детали. Чтобы понять возможности и ограничения технологии, проследим полный путь металла: от поступления порошка на производство до получения функционального изделия.
Что такое SLM-печать и как работает SLM-принтер
SLM (Selective Laser Melting) — это технология аддитивного производства, при которой металлический порошок полностью расплавляется лазерным излучением и формирует плотную монолитную структуру.
Принцип послойного формирования
Процесс печати в SLM-принтере включает повторяющиеся циклы:
- нанесение тонкого слоя порошка толщиной 50–100 мкм;
- селективное плавление лазером по цифровой модели;
- опускание платформы на толщину слоя;
- нанесение нового слоя порошка.
Эти циклы повторяются до полного формирования изделия.
Физика процесса селективного лазерного плавления
За внешней простотой скрываются экстремальные условия: скорости нагрева и охлаждения достигают сотен тысяч градусов в секунду, а температурные градиенты — десятков тысяч градусов на миллиметр.
Именно эти параметры формируют уникальную микроструктуру материала и определяют свойства готовой детали.
Металлические порошки для SLM-печати
Качество порошка — один из ключевых факторов стабильности процесса и повторяемости характеристик изделий.
Подходящие сплавы для SLM
- нержавеющие стали (316L, 17-4PH)
- титановые сплавы (Ti-6Al-4V)
- жаропрочные никелевые сплавы (Inconel)
- кобальт-хром
- алюминиевые сплавы (AlSi10Mg)
Некоторые материалы требуют специальных условий печати: например, медь плохо поглощает инфракрасное лазерное излучение.
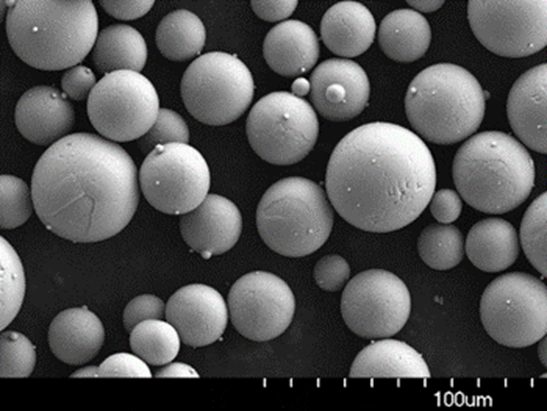
Гранулометрические характеристики порошка
Для SLM-печати используются порошки с размером частиц обычно в диапазоне 15–63 мкм. Оптимальной считается узкая фракция со сферической формой частиц.
Защитная газовая среда в SLM-принтерах
Основные враги металлического порошка — кислород и влага. Поэтому процесс печати проходит в защитной атмосфере.
- азот — для железных сплавов
- аргон — для титана и алюминия
Перед началом печати камера принтера продувается до содержания кислорода не более 0,1–0,2%.


Требования безопасности при работе с SLM-оборудованием
- использование защитной одежды и респираторов
- контроль электростатических разрядов
- наличие специальных огнетушителей
- обучение персонала работе с порошками

Подготовка порошка к SLM-печати
Поставка и хранение
Порошки поставляются в герметичных контейнерах объёмом 1–5 литров. Для титана и алюминия тара заполняется защитным газом.
Сушка и просеивание
- сушка в вакуумной печи
- просеивание для удаления агломератов


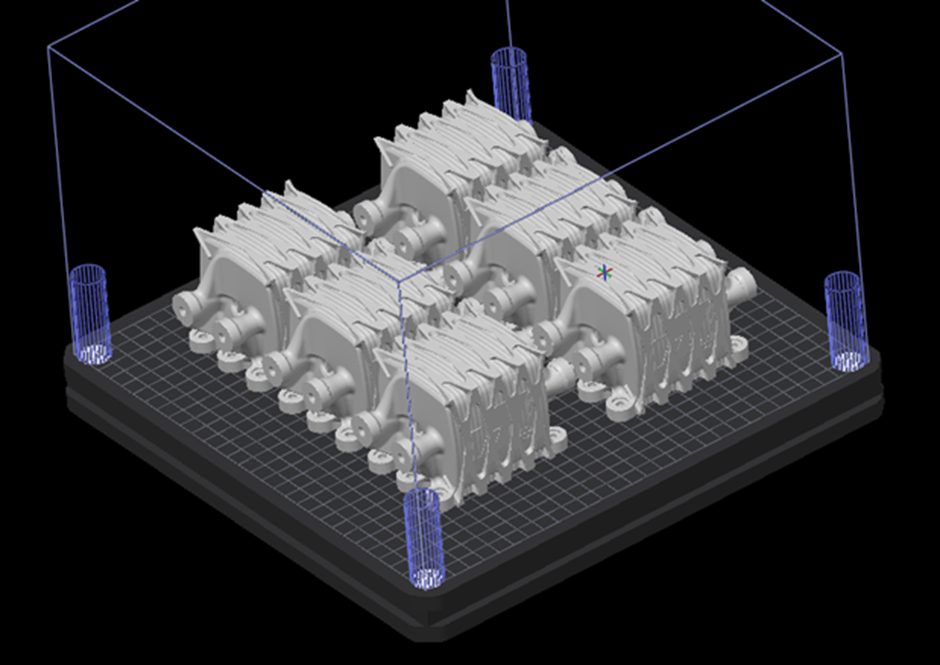
Подготовка 3D-модели к печати
- импорт STL-файлов
- ориентация деталей
- генерация поддержек
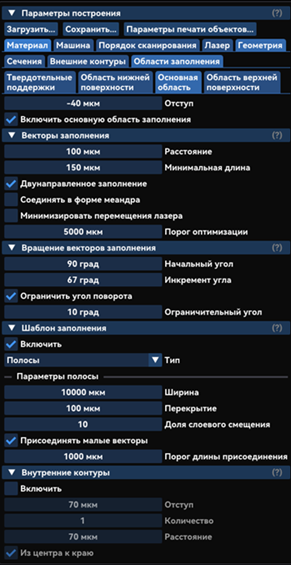
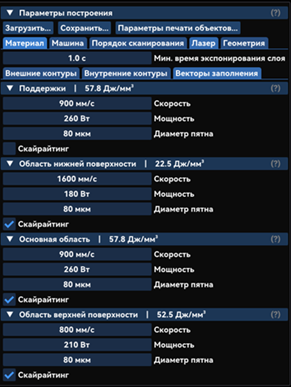
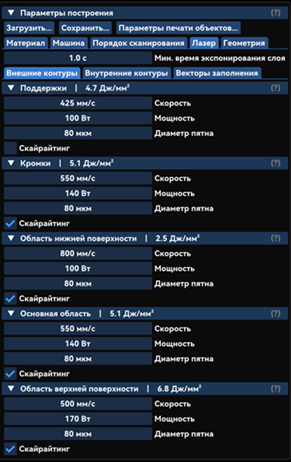
- настройка параметров печати
Процесс селективного лазерного плавления
После запуска печати процесс протекает автоматически: лазер расплавляет порошок слой за слоем, формируя изделие.
Извлечение изделий после печати


Послепечатная обработка SLM-деталей
Удаление порошка
Очистка внутренних полостей осуществляется сжатым воздухом или в автоматических камерах очистки.
Термообработка
- снятие остаточных напряжений
- закалка
- старение
- горячее изостатическое прессование

Отделение от платформы и механическая обработка
Изделия отделяются от платформы электроэрозионной обработкой или ленточной пилой.

Контроль качества изделий
Контроль включает измерение геометрии, неразрушающие методы контроля и анализ образцов-свидетелей.
Рециркуляция порошка
Несплавленный порошок повторно используется после просеивания и сушки.
Заключение
SLM-печать металлом является зрелой промышленной технологией, позволяющей производить сложные металлические детали с высокой точностью и плотностью материала.